
GALLERY
PRODUCT DESCRIPTION
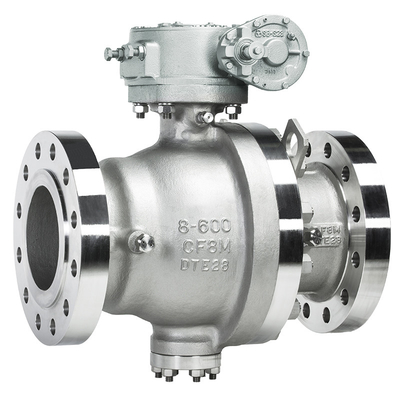
2 Piece Side Entry Tronion Ball Valve 600# With Gear Actuator

EDVC Metal Seated Ball Valves are designed for wide range of applications in the mining, refining, petrochemical, pulp and paper industries. The designs incorporate many technically advanced features which ensure reliable and repeatable shut off performance while providing the highest level of safety as demanded by these industries.
Side entry ball valves are valves that assembled its ball from the side part. It usually assembled in two pieces or three pieces body. Each part of the body is assembled by a bolt/stud just like joining a two piece of flanges. Usually side entry ball valves are made from forge metal. Each piece of body are forged and then assembled together. This construction will minimize a defect that causing from a casting valves. Side entry ball valves are also easy to assemble and the trim component are also easy to align. Another advantage of the side entry type is its fast delivery time from almost all vendors rather than a casting product that still needs some additional test. Side entry ball valves are the most used ball valve types and should be the default choice to specify a ball valve type at data sheet.
TECHNICAL SPECIFICATION:
● Size range: DN15 (1/2") to DN200 (8") (Floating design) DN15 (2") to DN800 (32") (Trunnion design)
● Pressure rating: ANSI Class 150 to 2500
● Connection: Flanged to ASME B16.5 Butt-welding ends to ASME B16.25 Socket-welding or Threaded ends to ASME B16.11, Nipple ends
● Body materials: CS, ITCS, CS+Clad, Chrome Molly /Alloy Steel, Stainless Steel, Duplex,Super Duplex, Inconel and other special alloys
● Top mounting: ISO 5211
● Temp. range-196℃ to + 200℃
● Design: API 608 / API 6D / ASME B16.34 ISO 17292 / ISO 14313
● Face to face: ASME B16.10 long Pattern / API 6D
ball vlave summary
The valve structure can be designed casting or forging type body, seat is Metal-to-metal type, and have floating ball and trunnion
mounted ball form. Overlay on ball and seat seal area are made with HVOF The HVOF process is use of combustible gas and oxygen combustion in special chamber, and then generating high temperature and speed flame, the speed about 1500~2000m/s, by an intert gas the powder is sent into the combustion chamber, and the powder will be melted down or half melted and its speed will be increased to 300~500m/s
or higher, so that the coating layer will be high strength, compact and berrer quality.
The HVOF is use of a DC arc between cathod and anode, the arc heat and ionizate work gas into high temperature plasma, and spray out plasma flame form nozzle. When powder is sent into plasma flame, it will be melted down, accelerated and sprayed on pretreatment
base material, and formed into coating.
Leave your message